想要更直观地了解铸铁闸门铸铁圆闸门专业生产设备产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
以下是:十堰丹江口铸铁闸门铸铁圆闸门专业生产设备的图文介绍
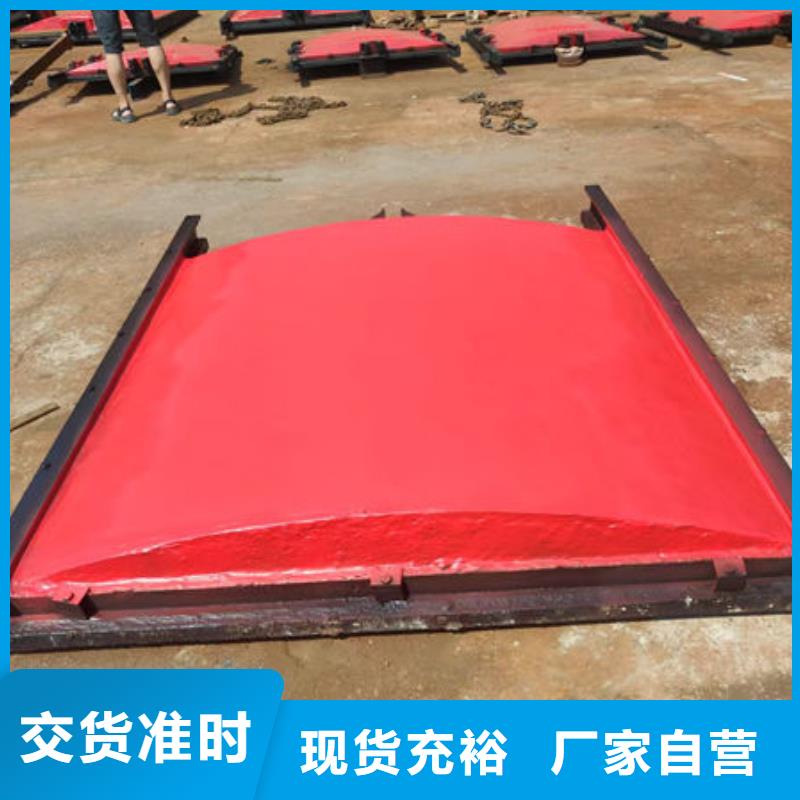
安装与调整 1、在闸门安装前,首先检查各联接部位的螺栓是否有因运输装卸过程中造成的松动,如有应加以紧固。 2、闸门安装时应采用整体就位安装,杜绝闸框、闸板分体安装。 3、安装调试 闸门的一期工程按基础布置配钢筋(或预埋钢板)并留一定的焊接长度。二期浇注前,按照设计止水方向将闸门整体吊装就位,穿好各调整螺栓并拧好螺母,找好闸门前后、左右的正确位置,找直找平,用拉线加以固定,然后将调整螺栓与工程钢筋焊牢,再用塞尺检测各止水处的间隙,同时对孔隙超过0.3mm处用调整螺栓进行调整,确保各止水面的间隙在0.3mm以下, 可进行二期浇注,1.5米以下闸门可按基础图布置安装。 4、闸门出厂前,为了使闸板、闸框贴合的更紧,安装后减少间隙,2米以上的闸门在上下横框上安装了4-6个勾板压铁,立框的挡板上增加了顶丝。注意在二期浇注凝固后将勾板压铁和档板挡铁上的顶丝拆除,以便闸门启闭。 5、在浇注混凝土时,流进闸板、闸框、斜铁、挡板间隙中的灰浆应及时,防止灰浆凝固后影响闸门的启闭。



全压泄漏试验 订货单位需要进行本项试验时,可与制造厂协商。试验方法:可将闸门安装在试验池内或现场作全压灌水试验。采用计量器具(量筒、计时表等)检测密封面的泄漏量,其值应不大于1.25 L/min·m(密封长度)。 出厂检验 每台产品须经制造厂质量检验部门按本标准检验,并签发产品质量检验合格证,方可出厂。 订货单位有权按本标准的有关规定对产品进行复查,抽检量为批量的20%。但不少于1台且不多于3台。抽检结果如有1台不合格时应加倍复查,如仍有不合格时.订货单位可提出逐台检验或拒收并更换合格产品。



经过十余年的磨砺与探索,耀禹水利机械厂(十堰市丹江口市分公司)已初具规模,拥有国内先进的生产技术和设备。专业生产 底轴液压闸门系列产品。铸就了自己的品牌。公司引领 底轴液压闸门新潮流,将秉承“质优、环保,共赢”为主题的战略思想,坚持求实进取,团结奉献的创业精神。以“科技创新 德赢天下”的企业精神、以高质量的 底轴液压闸门产品泽惠用户,服务社会。 我们愿与您携手共赢,共创美好明天!







 扫一扫
扫一扫