




 扫一扫
扫一扫

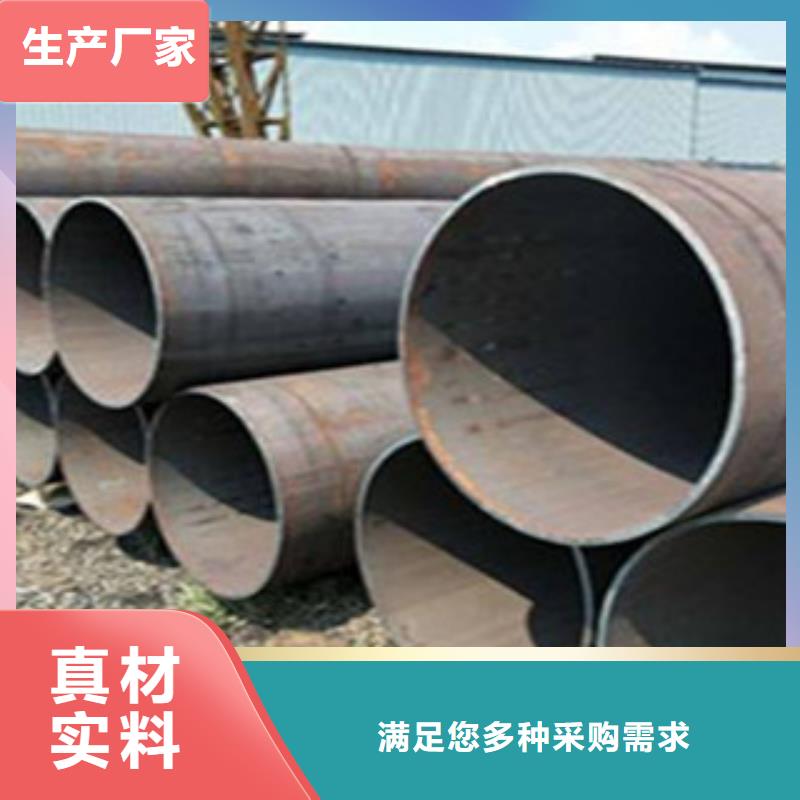
直缝焊管的成型工艺分类与成型质量控制
直缝电焊钢管以带钢为原料,通过一组成型机架连续成型为管状,然后用电阻加热或感应加热使带钢边缘部位处于熔融状态,在压力的作用下将接缝焊合而得到钢管。它能生产的产品 为Dmax<660.4mm,Smax<16mm,D/S>100。连续辊式成型是将管坯在具有一定轧辊孔型的多机架轧机上进行连续塑性弯曲而成管筒状,是一种应用广泛、优质的中、小口径电焊管成型方法。


本着“品质保证,客户至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,钢兴钢管(眉山市分公司)在长期的发展过程中以过硬的【Q355E无缝钢管】产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;广纳博交的企业精神,愿与社会各界朋友精诚合作,共创美好家园!



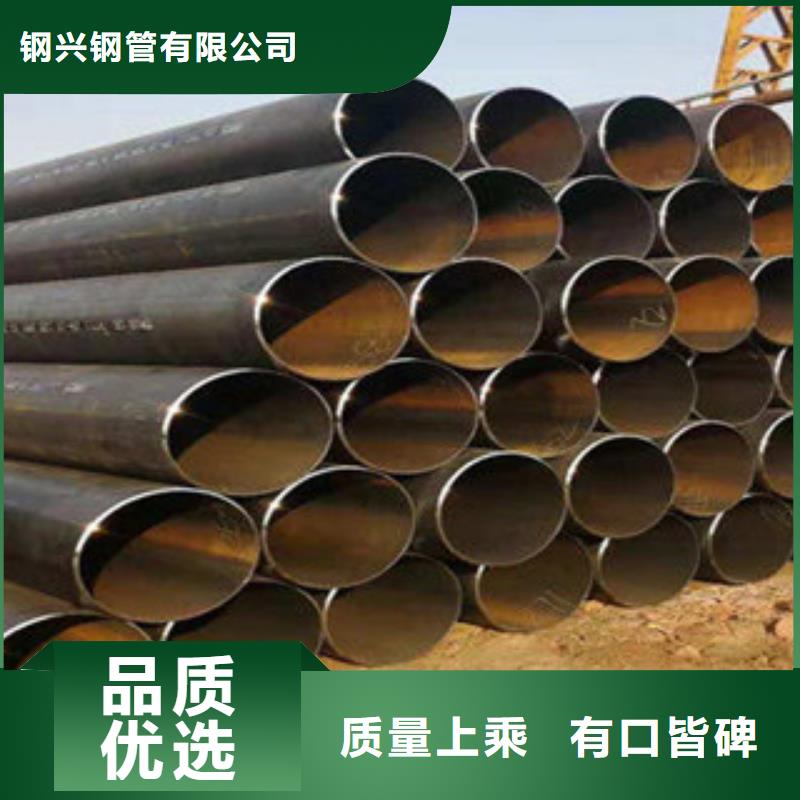
大直缝焊管机组的生产原料主要是中厚板轧机生产的宽钢板(除小于600mm的钢管可用热连轧机生产的钢板外),要求供应优质钢板。油气输送管线用钢管在强度、韧性、焊接性能、耐H2S腐蚀等方面需要有较高的性能,一般采用低碳合金控轧钢板因此,要求中厚板厂具有先进的冶炼设备(尤其是精炼设备)和具有完善控轧性能的宽板轧机,生产出X60~X75或更高钢级的热轧宽钢板,供给大直缝焊管机组作原料,这样才能生产出符台API标准的管线钢管,满足管道工业建设和发展的需要。
CFE(排辊成型)工艺




技术支持:s797.com